Ko te SMAW, e mohiotia paitia ana ko te electrode arc welding, he tikanga whakakotahi i te pewa e whakaawehia ana e te hiko, ka rewa nga wahanga o te pewa e te wera pewa.Koia te tikanga whaanui e whakamahia nuitia ana i naianei.

Ko te pewa he ahuatanga tuku hau.Ko te pewa fehokotaki'anga ko te kaha, me te tohe tonu te tukunga āhuatanga i hangaia i roto i te reo hau i waenganui i te hiko me te mea mahi.I roto i te tukanga fehokotaki'anga, te electrode me te weldment e hono ana ki nga electrodes e rua o te puna mana fehokotaki'anga.I te wa e pa ana te matua o te hiko o te hiko ki te mata o te weldment, ka huri te ara iahiko, ka puta mai he naianei poto-poto i te wa ano.I te mea he parenga i te whakapiri, e ai ki a Q=I2Rt, he nui te wera ka puta ki reira, ka tere te wera ka rewa te whakapiri.A, no te hiki i te electrode e 2~4mm, katote te reo hau i waenganui i te hiko me te weldment, te whakaputa irahiko conductive me nga katote pai.I raro i te mahi a te papa hiko, ka neke nga irahiko ki te anode, ka neke nga katote pai ki te cathode.Ka tukituki, ka whakakotahi tonu, ka huri te hiko o te hiko ki te wera wera, na reira ka puta te marama kaha me te wera nui, ka hanga he pewa i waenga i te pito o te hiko me te weldment.
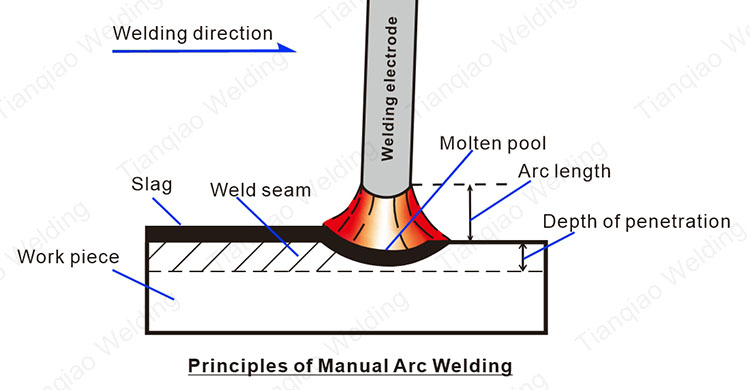
Ka rewa te pewa i te mutunga o te hiko me te weldment e rite ana i te wa ano.Ka rewa te konganuku weld ki te hanga i te puna rewa, ka rewa te whakarewa hiko ki te hanga i te maturuturu.Ko nga pata rewa ka uru ki roto i te puna rewa i raro i te kaha o te kaha o te kaha me te pupuhi arc, ka hono ki te whakarewa o te weldment, ka hanga he weld i muri i te whakakoi.I roto i te tukanga fehokotaki'anga, ka rewa te paninga ki te hanga para me te nui o te hau i hangaia, e tiaki me te metallurgically hamani te whakarewa poka wai whakarewa.
Ko te pewa fehokotaki'anga e toru nga wahanga: te rohe cathode, te rohe anode me te rohe pourangi arc.Ko te rohe cathode e tuku ana i nga irahiko, he iti te pāmahana, tata ki te 2400K;te rohe anode whakaae irahiko, a he tiketike te pāmahana, e pā ana ki 2600K;te pāmahana pokapū o te rohe tīwae arc ko te teitei, e pā ana ki 6000~8000K.

I te wa e whakamahi ana i te puna hiko hiko arc (penei i te arc welding rectifier) mo te whakapiri, e rua nga tikanga hononga: hononga pai me te hononga whakamuri.Ko te hononga pai ko te tikanga hononga e hono ai te hiko ki te hiko kino, ka hono te taputapu mahi ki te hiko pai.I te mea ka whakaaehia e te electrode pai nga irahiko me te whakaputa i te wera ake, he ngawari te uru o te weldment, no reira ka whakamahia tenei tikanga hononga mo te whakapiri i nga mea mahi matotoru.Ko te hononga whakamuri ko te tikanga hononga e hono ai te hiko ki te hiko pai me te taputapu mahi ki te hiko kino.I te mea he iti ake te wera i hangaia e nga irahiko e tukuna ana e te electrode kino, kaore i te ngawari te wera o te weldment, no reira ka whakamahia tenei tikanga hononga mo te whakapiri i nga mea mahi kikokore.
Ko te wera i puta mai i te pewa whakapiri he taurite ki te hua o te ngaohiko pewa me te naianei whakahiato (ara, Q=IUt).I te nuinga o te wa, ko te ngaohiko i waenga i te weldment me te hiko i te wa e tahuna ana te arc ka kiia ko te ngaohiko arc, a ko te ngaohiko arc kei te nuinga o te waa 20 ~ 35V.Na te mea he iti noa te huringa o te ngaohiko arc, ko te wera o te arc te nuinga o te whakatikatika ma te whakatika i te naianei o te raima i roto i te whakaputanga.
Wā tuku: Tihema-30-2022